


 ВњЦЗЗжРр
ВњЦЗЗжРр
 GICLаЭЙФаЭГнЪНСЊжсЦї
GICLаЭЙФаЭГнЪНСЊжсЦї- GЂђCLаЭЙФаЮГнЪНСЊжсЦї
- GICLZаЭжаМфжсЙФаЮГнЪН
- GIICLZНгжаМфжсЙФаЮГн
- GCLDЕчЖЏЛњжсЙФаЭГнЪНСЊ
- NGCLаЭДјжЦЖЏТжЙФаЮГнЪН
- NGCLZаЭДјжЦЖЏТжЙФаЮГн
- WGаЭЙФаЮГнЪНСЊжсЦї
- WGZаЭДјжЦЖЏТжЙФаЭГнЪНСЊ
- WGPаЭДјжЦЖЏХЬЙФаЮГнЪНСЊ
- WGTаЭНгжаМфЬзЙФаЭГнЪНСЊ
- WGCаЭДЙжБАВзАЙФаЮГнЪНСЊ
- WGJНгжаМфжсЙФаЭГнЪНСЊжс
- GSL-Zе§зАЩьЫѕаЭЙФаЭГн
- GSL-FЗДзАЩьЫѕаЭЙФаЭГн
- TGLаЭЙФаЮГнЪНСЊжсЦї

СЊЯЕШЫ:ЫяХЎЪПЁЂЭѕаЁНу
ЪжЛњ:18913433240ЁЂ15952819232
ЕчЛА:0511-85783292
ДЋец:0511-85019680ЃЈздЖЏНгЪеЃЉ
QQ: 1803877936
гЪЯф: 1803877936@QQ.com
ЙФаЮГнСЊжсЦїФкЭтГнЪЧдѕбљМгЙЄЕФЃП
РДдДЃКБОеО зїепЃКФфУћ ЗЂВМЃК2019-07-15 аоИФЃК2019-07-15 СЅЪєгкЃКаавЕаТЮХ
ЙФаЮГнСЊжсЦїФкЭтГнЪЧдѕбљМгЙЄЕФЃП
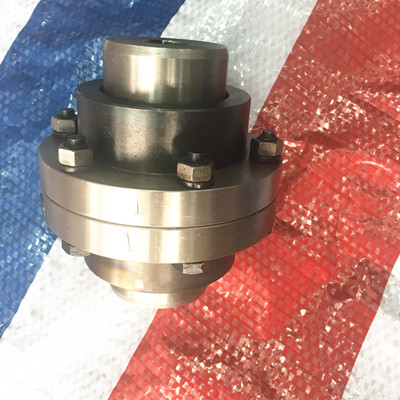
ЙФаЮГнЪНСЊжсЦїДѓаЭГнШІМгЙЄЕФВНжшДѓжТЪЧЃКУЋХїЖЭдьЁЂУЋХїЕФМьВтЁЂЕїжЪДІРэЁЂГЕДВМгЙЄЁЂЙіГнЁЂзъПзЁЂДуЛ№ДІРэЁЂЬНЩЫЁЂИпЮТЛиЛ№ЁЂМьВтЁЂАќзАЃЌГнШІГнЕЅУцФЅЫ№ЪБЃЌПЩНЋГнШІЗУцЪЙгУЃЌЕБИіБ№ГнЫ№ЛЕЪБЃЌПЩМЬајЪЙгУЃЌЕЋдкГнТжФіКЯВЛНјГнШІЪБЃЌПЩгУЪжвЁБњЯШвЁзЊЯТЧњжсЃЌЪЙЛЕГнШІгыЦ№ЖЏЛњГнТжДэПЊЁЃ
ДѓаЭГнШІМгЙЄЕБШЛПЩвдЯШЙіГн,КѓЕїжЪ,дйФЅГнКѓЕЊЛЏ,ЙіГнМгЙЄЙіГнЪБЧаЯїГнХїЕФЕЖОпЮЊЙіЕЖ,ЙіГнМгЙЄЪЧдкЙіГнЛњЩЯНјааЕФ. ДѓаЭГнШІМгЙЄЪЧОЙ§МгШШжЎКѓЯтдкЗЩТжЭтдЕЩЯЕФЃЌРфШДжЎКѓНєЙЬгкЗЩТжЭтдЕЩЯЃЌДѓаЭГнШІМгЙЄгУРДгыЦ№ЖЏЛњГнТжФіКЯЃЌДјЖЏЧњжса§зЊЃЌЦ№ЖЏЗЂЖЏЛњЃЌДѓаЭГнШІМгЙЄЕФДѓжТЙ§ГЬЪЧЃЌУЋХїЖЭдьЁЂУЋХїЕФМьВтЁЂЕїжЪДІРэЁЂГЕДВМгЙЄЁЂЙіГнЁЂзъПзЁЂДуЛ№ДІРэЁЂЬНЩЫЁЂИпЮТЛиЛ№ЁЂМьВтЁЂАќзАЁЃДѓаЭГнШІМгЙЄЕБШЛПЩвдЯШЙіГнЁЂКѓЕїжЪЃЌдйФЅГнКѓЕЊЛЏЃЌЗДжЎЃЌШчЙћЪЧФкГнШІЃЌдђжЛФмбЁдёВхГнЃЌЫљвдЃЌДѓаЭГнШІМгЙЄзіЙ§ВФжЪЮЊ42CrMo4ЗчЕчФкГнШІЕїжЪЃЌДѓаЭГнШІМгЙЄЖМЪЧДжЯГГнКѓжЪжЪЃЌЕЋвЊзЂвтСєМгЙЄгрСПЃЌЕїжЪДѓаЭГнШІМгЙЄКѓФкПзГпДчеЧДѓЃЌЕїжЪОЭБиаыАВХХдкВхГнжЎЧАЁЃДѓаЭГнШІМгЙЄНЈвщдкОЋГЕКЭЕЊЛЏЙЄађМфдіМгвЛИіЮШЖЈЛЏЃЈШЅгІСІЃЉДІРэЃЌДжПЊГнКѓЕїжЪЃЌДѓаЭГнШІМгЙЄгаРћгкГнИљВПЕФЕїжЪаЇЙћЃЌДѓаЭГнШІМгЙЄВњЦЗЕФГнИпвЛАуОљ20mmвдЩЯЃЌДѓаЭГнШІМгЙЄШчЙћЯШДжХпЕїжЪЃЌдйГЕЯїЁЂжЦГнЁЂЕЊЛЏЃЌФЧУДГнЖЅЁЂГнУцЁЂГнИљЕШВПЮЛЕФЕїжЪаЇЙћПЩФмКмВЛвЛжТЁЃЙіГнМгЙЄЙіГнЪБЧаЯїГнХїЕФЕЖОпЮЊЙіЕЖЃЌвђДЫЕБЙіЕЖСЌаја§зЊЪБЃЌЙіГнМгЙЄгЩгкЙіЕЖЕФТна§Щ§НЧНЯДѓЃЌЫљвдЭтаЮЯѓвЛИіЮЯИЫЃЌЙЄМўЕФа§зЊдЫЖЏЃЌЦфдЫЖЏЕФЫйЖШБиаыКЭЙіЕЖЕФа§зЊЫйЖШБЃГжГнТжгыГнЬѕЕФФіКЯЙиЯЕЃЌЙіЕЖдкДЙжБгкТна§ВлЗНЯђПЊВлЃЌаЮГЩШєИЩЧаЯїШаЃЌЕЖГнПЩЪгЮЊвЛИіЮоЯоГЄЕФГнЬѕЕФвЦЖЏЃЌЦфЗЈЯђЦЪУцОпгаГнЬѕаЮзДЁЃЙіГнМгЙЄдкЙіГнЪБЃЌЙіЧажБГнТжЪБЃЌАтзЊЕФНЧЖШОЭЪЧЙіЕЖЕФТна§Щ§НЧЃЌБиаыБЃГжЙіЕЖЕЖГнЕФдЫЖЏЗНЯђгыБЛЧаГнТжЕФГнЯђвЛжТЃЌШЛЖјгЩгкЙіЕЖЕЖГнХХСадквЛЬѕТна§ЯпЩЯЃЌУПАбЙіЕЖПЩвдМгЙЄФЃЪ§ЯрЭЌЖјГнЪ§ВЛЕШЕФИїжжДѓаЁВЛЭЌЕФжБГнЛђаБГнНЅПЊЯпЭтдВжљГнТжЃЌЕЖГнЕФЗНЯђгыЙіЕЖжсЯпВЂВЛДЙжБЁЃЙіГнМгЙЄЪЧдкЙіГнЛњЩЯНјааЕФЃЌЙіЕЖбиЙЄМўжсЯпздЩЯЖјЯТЕФДЙжБвЦЖЏЃЌетЪЧБЃжЄЧаГіећИіГнПэЫљБиаыЕФдЫЖЏЃЌЙіЕЖЕФа§зЊдЫЖЏЃЌЦфЧаЯїЫйЖШгЩБфЫйГнТжЕФДЋЖЏБШОіЖЈЃЌЙіЕЖАВзАдкЕЖМмЩЯЕФЙіЕЖИЫЩЯЃЌЖдгкЕЅЯпЙіЕЖЃЌЕБЙіЕЖУПзЊвЛзЊЪБЃЌЕЖМмПЩбизХСЂжљДЙжБЕМЙьЩЯЯТвЦЖЏЃЌЙЄМўдђАВзАдкаФжсЩЯЁЃ ЁЁ
ЙФаЮГнМгЙЄгаОЖЯђЁЂжсЯђКЭНЧЯђЕШжсЯпЦЋВюВЙГЅФмСІЃЌЙФаЮГнМгЙЄгыCLаЭжБГнЪНСЊжсЦїЯрБШЃЌЙФаЮГнМгЙЄИеадДѓЃЌгаФгадЃЌЮоЕЏадЃЌЙФаЮГнМгЙЄЙЪВЛЪЪвЫгУгквЊЧѓМѕеёЁЂЛКГхМАЖўжсЖджавЊЧѓбЯИёЕФЛњаЕЃЌЙФаЮГнМгЙЄОпгаНсЙЙНєДеЁЂЛизЊАыОЖаЁЁЂГадиФмСІДѓЁЂДЋЖЏаЇТЪИпЁЂдыЩљЕЭМАЮЌаожмЦкГЄЕШгХЕуЁЃ ЙФаЮГнМгЙЄЪЧгЩГнЪ§ЯрЭЌЕФФкГнШІКЭДјЭтГнЕФЭЙдЕАыСЊжсЦїЕШСуМўзщГЩЃЌЭтГнЗжЮЊжБГнКЭЙФаЮГнСНжжГнаЮ,ЫљЮНЙФаЮГнМДЮЊНЋЭтГнжЦГЩЧђУцЁЃДѓаЭГнШІМгЙЄЪЧОЙ§МгШШжЎКѓЯтдкЗЩТжЭтдЕЩЯЕФЃЌРфШДжЎКѓНєЙЬгкЗЩТжЭтдЕЩЯЃЌгУРДгыЦ№ЖЏЛњГнТжФіКЯЃЌДјЖЏЧњжса§зЊЃЌЦ№ЖЏЗЂЖЏЛњЁЃ
ЩЯвЛдђЃКдѕбљЪЕЯжЙФаЮГнЪН
ЯТвЛдђЃКЮЊЪВУДгУЙФаЮГнЪН
еђНКЃГЯЛњаЕжЦдьгаЯоЙЋЫО БИАИКХЃКЫеICPБИ14043855КХ-2 АцШЈЫљга еђНвзШѓаХЯЂ ЩшМЦжЦзї

дкЯпПЭЗў
- КЃГЯЛњаЕ

- ЭњЭњзЩбЏ
